Sign up for newsletter

Executive Summary
Pulsed MIG and Pulsed TIG technologies have advanced to provide excellent welding performance on thin gauge aluminum, stainless and other alloys. Upgrading to a modern MIG or TIG inverter from Shenzhen Global ARC Technology Co.,Ltd. can improve productivity, reduce weld costs and improve operator efficiency:
�� Pulsed MIG can replace AC TIG by giving welders the ability to control heat input, increase travel speeds, eliminate burn through and control the bead profile while welding aluminum.
�� New Pulsed MIG technology enables operators to tailor the arc length to match their personal preferences.
�� Modern TIG inverters can pulse as fast as 5,000 pulses per second and produce a narrower heat �Caffected zone compared to older TIG machines. This reduces the risk of carbide precipitation and increases arc stability, penetration and travel speeds.
�� New inverter technologies offer a substantial return-on-investment and quick payback compared to older machines.
Say Good-Bye to Burn-Through: New Pulsed Welding Technology Solves Problems Common to Welding Sheet Metal
If you weld sheet metal and use conventional welding equipment, there��s a good chance you have a great opportunity: use new technology to improve first-pass yield rates, lower cycle times and reduce piece costs.
The challenge of welding sheet metal efficiently involves obtaining good fusion while simultaneously controlling:
�� Heat input
�� Weld bead profile
�� Arc starts/stops
�� Arc performance while welding
�� Activities that do not add value (e.g., grinding, rework)
The key word here is control. Conventional and old pulsed welding technology cannot provide the advanced control capabilities of new technology. Today��s control algorithms, software and microprocessors operate much more efficiently than those developed five or 10 years ago (think of the advancement in digital cameras. Five years ago, two mega pixels constituted a good digital camera. Today, seven to 10 mega pixels are standard).
While thicker sections of metal might not need advanced control, sheet metal offers little room for error, but lots of room for improvement. Take welding aluminum, for example.
Pulsed MIG for Aluminum
|
|
|
Fig. 1 Spray MIG burn-thru: Spray transfer MIG requires extremely fast travel speeds to avoid burn-through. Even then, the backside of the weld, shown here, may exhibit signs of burn-through and embrittlement. |
Selecting a weld process for thin aluminum is like the story of Goldilocks tasting porridge. Short circuit MIG is too cool and subsequently prone to cold lap (aluminum��s excellent thermal conductivity transfers heat away from the weld area before good fusion can occur). Spray transfer MIG is too hot and prone to burn-through, especially on the back of the weldment (see Fig. 1, Spray MIG burn-through) or when gaps exist. AC TIG, the process traditionally selected to weld thin aluminum, has the slowest travel speeds; this increases cycle time and heat input, which makes the weldment prone to warping.
|
Process |
Volts |
Amps |
Travel speed |
Heat Input |
|
AC TIG |
16.5 V |
130 A |
15 IPM |
8.58 Kj/in. |
|
Pulsed MIG* |
18.0 V |
69 A (average) |
19.5 IPM |
3.82 Kj/in. |
|
Spray MIG* |
18.0 V |
94 A |
24 IPM |
4.23 Kj/in. |
|
Fig. 2 Process comparison: Compared to AC TIG, pulsed MIG increases travel speeds by 30 percent while reducing heat input by more than 50 percent. | ||||
Fortunately, new pulsed MIG technology is just right for welding thin aluminum. Pulsed MIG gives users:
�� The ability to control heat input. The pulse of peak current provides the good fusion associated with spray transfer, while the low background current cools the weld puddle and lets it freeze slightly.
�� Good travel speeds. As Fig 2 (Process Comparison) shows, switching from AC TIG to pulsed MIG increased travel speeds by 30 percent while cut heating input (Kj/in.) by more than 55 percent.
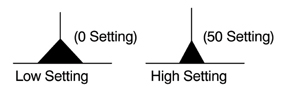
�� The ability to control bead profile. Using a simple function called arc control, operators can adjust the width of the arc cone (see Fig. 3, Arc Control), which lets them tailor the bead profile to the application. A wider bead can help tie-in both sides of a joint or on an outside corner, where a narrow bead helps provide good fusion at the root of a joint. In all cases, a bead of the right size eliminates excess heat input, over-welding and post-weld weld grinding.
|
|
|
Fig. 3 Arc Control: Using a simple control knob and digital display, operators can tailor bead width to match the application. A wide bead helps with gaps, while a narrow bead provides good fusion at the root of a joint. |
�� Superior arc starts. New pulsed MIG technology automatically provides more energy at the start of the weld which helps ensure good fusion and then reduces energy to normal parameters for optimal welding characteristics
�� Superior arc stops. At the end of the weld, today��s pulsed MIG technology can ramp down to a cooler welding parameter to fill in the crater, as well as tailor the amount of ramping to compensate for the different heat dissipation characteristics of aluminum, carbon steel and stainless steel.
As a practical example of how pulsed MIG can benefit welding thin aluminum, consider the case of Alum-Line, an Iowa trailer manufacturer. This company addressed production issues on two different components by switching to pulsed MIG technology. In the first area, which involved welding .125-in. wall aluminum tubing using spray transfer MIG, burn-through often occurred when part fit-up was less than optimal. Cycle time was about 60 minutes. Switching to pulsed MIG reduce cycle time to approximately 30 minutes, largely by eliminating rework.
|
|
|
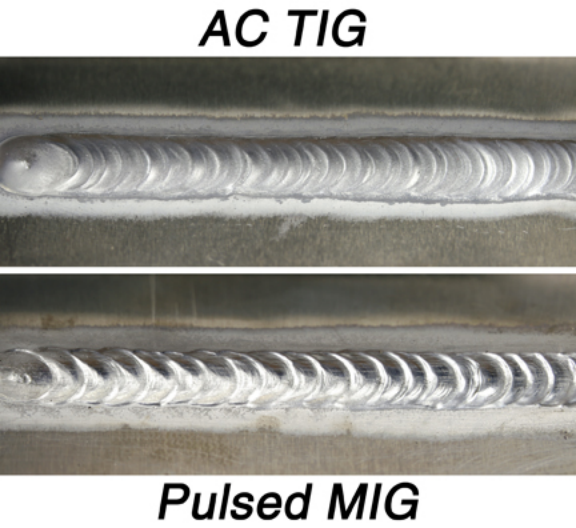
Fig. 4 Bead Comparison: Fabricators can substitute Pulsed MIG for AC TIG on aluminum because it maintains bead aesthetics while increasing travel speeds and lowering heat input. |
In another area, Alum-Line made long TIG welds on .080-, .100- and 1/8-in. aluminum diamond plate. Here, the operator fought warping. After switching to pulsed MIG, the operator increased travel speed by 30 percent, maintained good bead appearance (see Fig. 4, Bead Comparison) and solved warping issues by reducing heat input. Most importantly, operators in both areas learned to weld with the new pulsed MIG technology after just a few hours of training.
In fact, manufacturers specifically developed new pulsed MIG welding systems to overcome operator training and acceptance issues. Pulsed MIG always held great promise, but older technology forced operators to hold a long arc length to avoid unintentional short circuits and arc re-strikes. Unfortunately, holding a long arc makes it difficult to control the weld puddle, and becoming proficient can require weeks of training time. Old technology forced the operator to adapt to the machine and many operators refused to adapt.
|
|
|
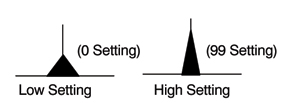
Fig. 5 Arc Length: New pulsed MIG technology enables operators to adjust arc length to their individual preferences and the application. |
Conversely, with new technology, the welding machine adapts to the operator. New pulsed MIG technology enables operators to tailor arc length to match their personal preference (see Fig. 5, Arc Length). It also lets the operators vary electrode stick out without varying arc length. Operators can hold a long stick out to weld in deep corners and the system will still maintain optimum welding parameters (with older technology, the voltage often varied outside of an acceptable range).
New technology eliminates the hassle of programming pulsing variables in most applications. Operators set voltage and wire feed speed, like they do with conventional MIG, and the technology automatically selects and maintains optimum pulsing parameters. The only new variables operators have to adjust are arc length and arc control (arc width), and these are adjusted by simple control knob and digital display.
TIG Inverters for Stainless
As good as pulsed MIG is, TIG will continue to play a leading role in thin gauge stainless steel appliance applications because it provides greater control over several variables.&, amp;, , amp;